热氧化环保设备原理03——催化燃烧
热氧化环保设备原理03——催化燃烧摘要
催化燃烧(催化氧化)概述催化氧化处理技术是把废气加热到~300℃进行催化燃烧,使废气中的VOCs氧化分解成COz和 H2O。在催化燃烧过程中,催化剂的作用是降低反应的活化能,同时使反应物分子富集于催化剂表面,以提高反应速率。催化剂负载Pt、Pd 贵金属,起燃温度低、净化效率~99%,启动时间快;一次性投资小。催化燃烧过程1参与反应的VOCs经气体流动传递到界面;2反应物VOCs和O,气流层穿过滞留
催化燃烧(催化氧化)概述
催化氧化处理技术是把废气加热到~300℃进行催化燃烧,使废气中的VOCs氧化分解成CO2和 H2O。
在催化燃烧过程中,催化剂的作用是降低反应的活化能,同时使反应物分子富集于催化剂表面,以提高反应速率。
催化剂负载Pt、Pd 贵金属,起燃温度低、净化效率~99%,启动时间快;一次性投资小。
催化燃烧过程
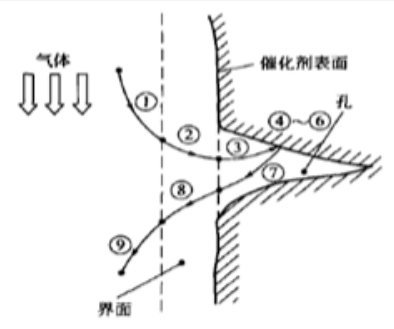
1参与反应的VOCs经气体流动传递到界面;
2反应物VOCs和O2气流层穿过滞留层扩散至催化剂的外表面;
3反应物VOCs和O2在催化剂孔道内的扩散;
4VOCS组分与O2在催化剂表面活性中心上的化学吸附;
5化学吸附后VOCS组分与O2在催化剂表面活性中心的作用下进行催化氧化反应产生CO;和H₂O;
6CO2和H2O从活性中心上解析脱附;
7CO2和H2O经过空隙扩散到催化剂的外表面:
8CO2和H2O经过界面扩散;
9CO2和H2O的外扩散到达气流层
催化燃烧适用条件
风量:1,000~10,000 Nm³/h
组分:组分复杂、不具有回收价值,难重复利用,不含催化剂中毒元素(S、P、卤素、贵金属)
浓度:1000mg/Nm³<浓度<25%LEL
催化燃烧炉CO装置优点
1、起燃温度低,节省能源具有起燃温度低、能耗低的显著特点。在某些情况下催化燃烧达到起燃温度后便无需外界供热。
2、适用范围广
催化燃烧几乎可以处理所有的烃类有机废气及恶皇气体
3、处理效率高 ,无二次污染用催化燃烧法处理有机废气的净化率一般都在95%以上,最终产物为无害的 CO2 和 H20(杂原子有机化合物还有其他燃烧产物),且由于燃烧温度低,能大量减少 NOX 的生成,因此不会造成二次污染。
4、冷启动预热时间短
一般情况下,CO氧化炉的冷启动预热时间在30min左右。适应间歇性生产工况
CO装置缺点
1、催化剂易受某些元素中毒失活
2、催化剂易被高温失活
3、催化剂需要定期更换(保证净化效率)
RTO与CO设备对比表
| 项目 | RTO蓄热焚烧设备(蓄热氧化) | CO催化燃烧设备(催化氧化) |
| 氧化温度 | ~800°C | ~300℃ |
| 换热器 | 蓄热陶瓷 | 管式或板式换热器 |
| 换热效率 | 95% | ~65% |
| 净化效率 | >99% | >99% |
| 占地面积 | 相对适中 | 相对较小 |
| 最高耐热(°C) | ~1000 | ~500 |
| 适用性 | 可处理含S卤素等有机物质 | 不能处理含S、卤素等有机物质 |
| 氧化能耗 | 最低 | 适中 |
| 适用运行的连续性 | 适合相对连续运行(12h以上) | 可适应相对间歇运行 |
本文《热氧化环保设备原理03——催化燃烧》由天清佳远发布,如有疑问欢迎联系我们。

